|
|
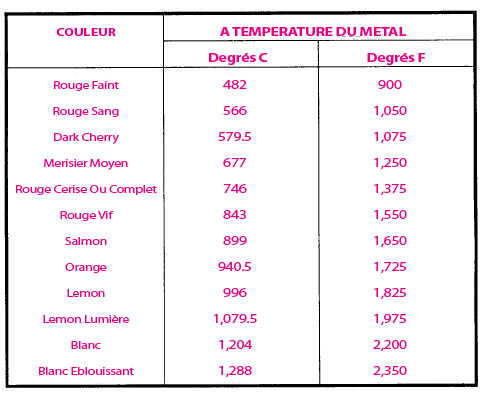
Formes de traitement thermique d'acier Il y a différentes formes de chauffer les matériaux ferreux tels que l'acier. Les méthodes couvertes en ce chapitre durcissent, éteignent, gâchent, recuit et normalisent, et durcissement par trempe. Des termes tels que carburer, cyaniding, et nitruration sont également discutés. DURCISSEMENT. Le traitement thermique transforme considérablement la structure granulaire de l'acier, et il est tout en passant par une plage de températures critique que l'acier saisit durcir la puissance. Quand une partie d'acier est passionnée lentement et uniformément au delà d'une chaleur rouge, son aspect augmentera dans l'éclat jusqu'à ce qu'une certaine température soit atteinte. La couleur changera légèrement, devenant en quelque sorte plus foncée, qui peut être prise comme indication qu'une transformation a lieu dans le métal (perlite étant convertie en austénite). Quand cette modification d'état est complète, l'acier continuera à augmenter dans l'éclat, et si refroidi rapidement pour empêcher la modification de renverser, dureté sera produit. Si, au lieu rapidement de l'extinction, on permet à l'l'acier de se refroidir lentement, le métal traversera de nouveau une modification d'état, et le taux de refroidissement sera momentanément arrêté. Pour obtenir un état de dureté maximum, il est nécessaire de soulever la température de l'acier suffisamment haut pour faire se terminer entièrement la modification de l'état. Cette température est connue comme point critique supérieur. L'acier qui a été passionné à son point critique supérieur durcira complètement si rapidement éteint ; cependant, dans la pratique, il est nécessaire de dépasser cette température par approximativement 28 à 56C (50 à 100F) pour assurer le chauffage complet de l'intérieur de la partie. Si la température critique supérieure est dépassée trop, une taille insatisfaisante de céréale secondaire sera développée dans l'en acier trempé. Le durcissement réussi de l'acier dépendra en grande partie des facteurs suivants : 1. Contrôle du taux de chauffage, empêcher spécifiquement la fissuration des sections épaisses et irrégulières 2. Chauffage complet et uniforme par des sections aux températures durcissantes correctes 3. Contrôle de l'atmosphère de four, dans le cas de certaines pièces en acier, pour empêcher mesurer et décarburation 4. Capacité de chaleur, viscosité, et température correctes d'éteindre des medias, pour durcir convenablement et pour éviter des fissures En chauffant l'acier, vous devriez utiliser les instruments précis pour déterminer la température. Parfois, cependant, de tels instruments courbent non disponible, et en pareil cas, la température de l'acier peut être jugée approximativement par sa couleur. Les températures correspondant à de diverses couleurs sont indiquées dans le tableau 15-1 ; cependant, l'exactitude avec laquelle les températures peuvent être jugées par des couleurs dépend de l'expérience du travailleur et de la lumière dans laquelle le travail est effectué. EXTINCTION DE LA PROCÉDURE. Un certain nombre de liquides peuvent être utilisés pour l'acier d'extinction. Les medias et la forme du bain dépendent en grande partie de la nature du travail à refroidir. Il est important qu'une quantité suffisante des medias soit fournie pour permettre au métal d'être éteinte sans entraîner un changement appréciable de la température du bain. C'est particulièrement important où beaucoup d'articles doivent être éteints en succession. Il est difficile surmonter la tendance de l'acier de se déformer et de la fente pendant le processus de extinction parce que certaines parties de l'article se refroidissent plus rapidement que d'autres. Toutes les fois que la transformation de la température n'est pas uniforme, l'arc de contraintes internes a installé dans le métal qui ont comme conséquence la déformation ou la fissuration, selon la sévérité des tensions. Les pièces de forme irrégulière sont particulièrement susceptibles de ces conditions, bien que des parties même d'une section soient souvent affectées d'une façon semblable. Les exécutions telles que la pièce forgéee et l'usinage peuvent installer des contraintes internes dans les pièces en acier ; donc, il est recommandé de normaliser des articles avant d'essayer le processus durcissant. Les recommandations suivantes réduiront considérablement la tendance de déformation et devraient être soigneusement observées : 1. Un article devrait ne jamais être jeté dans le bain, en lui permettant de se trouver sur le bas du bain, il est susceptible de se refroidir plus rapidement du premier côté que du côté inférieur, de ce fait l'entraînant se déformer ou fendre. 2. L'article devrait être légèrement agité dans le bain pour détruire le revêtement de la vapeur, qui pourrait l'empêcher de se refroidir rapidement. Tableau 15-1. - Nuancier pour l'acier aux diverses températures
3. Un article devrait être éteint de façon que toutes les pièces soient refroidies uniformément et avec la moins déformation possible. 4. Des sections de forme irrégulière devraient être immergées de façon que la zone avec la plus grande section écrive le bain d'abord. Extinction des medias. Dans certains cas l'eau est utilisée dans l'extinction de l'acier pendant le processus durcissant. La température de bain d'eau est normalement tenue à 18C (65F). Pour des applications spécifiques, d'autres températures de bain peuvent être utilisées ; cependant, l'eau froide peut déformer ou fendre la pièce, et l'eau chaude peut ne pas produire la dureté exigée. Une solution de saumure de 10 pour cent est utilisée quand des taux de refroidissement plus élevés sont désirés. Une solution de saumure de 10 pour cent est faite en dissolvant .89 livre de sel par gallon de l'eau. Le pétrole est beaucoup plus lent dans l'action que l'eau, et la tendance de l'acier passionné de se déformer ou fendre une fois éteint peut être considérablement réduit par son utilisation. Malheureusement, les pièces faites à partir de l'acier à haut carbone ne développeront pas la dureté maximum quand éteint en pétrole à moins qu'elles soient tout à fait légèrement dans la section transversale. Dans des pièces d'avions, cependant, elle est généralement utilisée, et est recommandée dans tous les cas où elle produira le degré désiré de dureté. Pour beaucoup d'articles, un bain de l'eau couvert par un film de pétrole est de temps en temps utilisé. Quand l'acier est plongé par ce film de pétrole, un revêtement mince adhérera à lui. Cette action retarde le refroidissement de l'eau légèrement, de ce fait réduisant la tendance de fendre en raison de la contraction. Redressage des pièces déformées dans l'extinction. Des pièces déformées doivent être redressées par le premier chauffage à au-dessous de la température de gâchage de l'article, et puis application de la pression. Cette pression devrait être continuée jusqu'à ce que la partie soit refroidie. Il est désirable au retemper la pièce après le redressage à la température de redressage. Aucune tentative ne devrait être faite pour redresser en acier trempé sans chauffer, indépendamment du nombre de fois où il a étées précédemment passionné. De l'acier en son état durci ne peut pas être déplié ou froid jailli avec tout degré de sécurité. | |
Déclaration de confidentialité - l'information de Copyright. - Contactez-nous